〒581-0852 大阪府八尾市西高安町1丁目74-2
TEL:072-997-4697
FAX:072-997-8562
〒581-0852 大阪府八尾市西高安町1丁目74-2
TEL:072-997-4697
FAX:072-997-8562

SPCD t=0.5
中心に向かって3mm×2mmの三角爪を36箇所切曲げ、下面をフランジアップ上面をカールした製品。
SPCE t=2.3
モーターの軸受け。ベアリング圧入部分の公差幅が0.02で肉厚公差有、平面度,真円度,同芯度公差有の製品。
SA1C t=0.6
トランスファープレスの前ブロックを順送、2製品切離し後、後ろブロックをトランスファーとして使用し2製品を組込まで型内で行なった製品。

SCGA270C t=1.0
左右のフランジ高さが異なる3次元形状の製品。高い方のフランジの角Rが下から順に小さく絞り込んでいる。

SPCC t=4.1
中央円筒部の最低肉厚3.6mm以上で下Rより10mm程度までの最低肉厚が4.5mm以上、真円度、同心度、平面度等の公差のある製品。
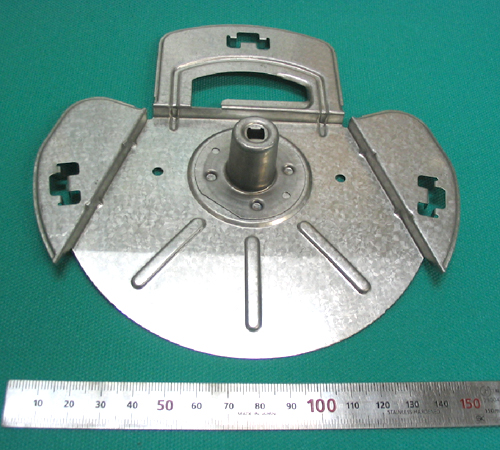
アルミ亜鉛合金メッキ鋼板 t=0.4
中央円筒部品と製品本体を同じフープ上に加工し、円筒部品切離し後、装置にて製品本体に送り、カシメて排出する。
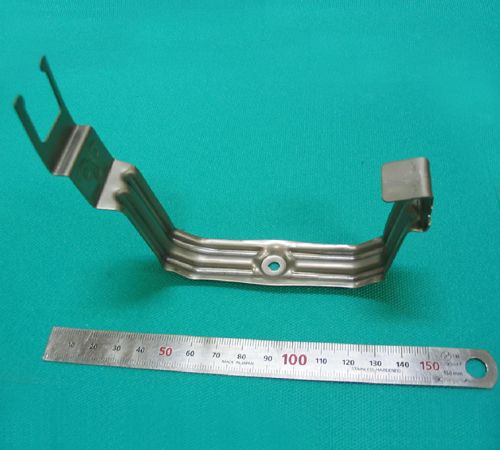
LGP2-90YZCFL t=0.3
板厚0.3mmの3次元形状を含む絞り成形製品。全周へミング加工。
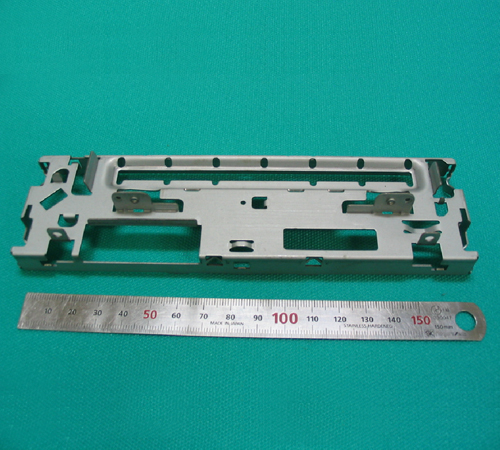
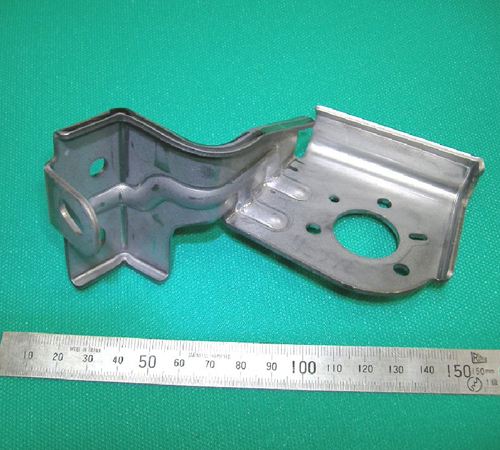
SPCC t=4.1
各穴ピッチ,穴径,ツメ高さ,段押し高さ,曲げ角度等の寸法公差の厳しい製品。

溶融亜鉛メッキ鋼板 t=0.4
SPCE t=2.3
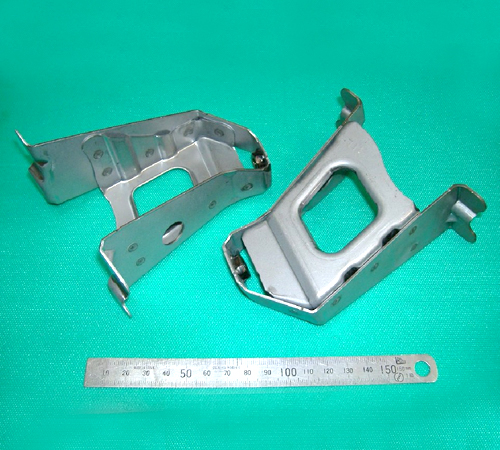
SPCC t=4.1
各穴ピッチ,穴径,ツメ高さ,段押し高さ,曲げ角度等の寸法公差の厳しい製品。

SPCE t=1.0
SUS304 t=0.8
SHGA270D-45 t=2.0
各穴ピッチ,穴径,ツメ高さ,段押し高さ,曲げ角度等の寸法公差の厳しい製品。
SCGA270-45 t=1.4
内:250t順送型
SCGA270-45 t=1.0